As Sheet Metal Stock Thickness Increases The Clearance Between Punch And Die Should
Solved Question 40 2 5 Points As Sheet Metal Stock Thic Chegg Com
Effect Of Punching Die Angular Clearance On Punched Hole Quality Of S275 Mild Steel Sheet Metal Request Pdf
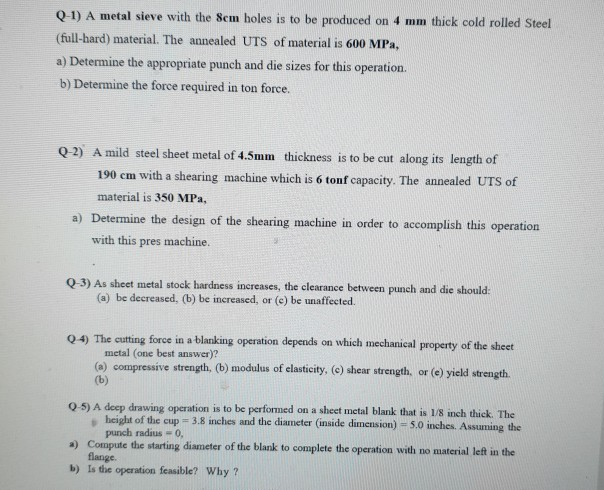
Solved Q 1 A Metal Sieve With The Sem Holes Is To Be Pro Chegg Com
Maximum Sheet Metal Punching Minimal Distortion
Ch 16 Multiple Choice Q S Flashcards Quizlet
Solved Puwer Nacksaw 44 45 Circular Saw 48 Question 21 1 Chegg Com

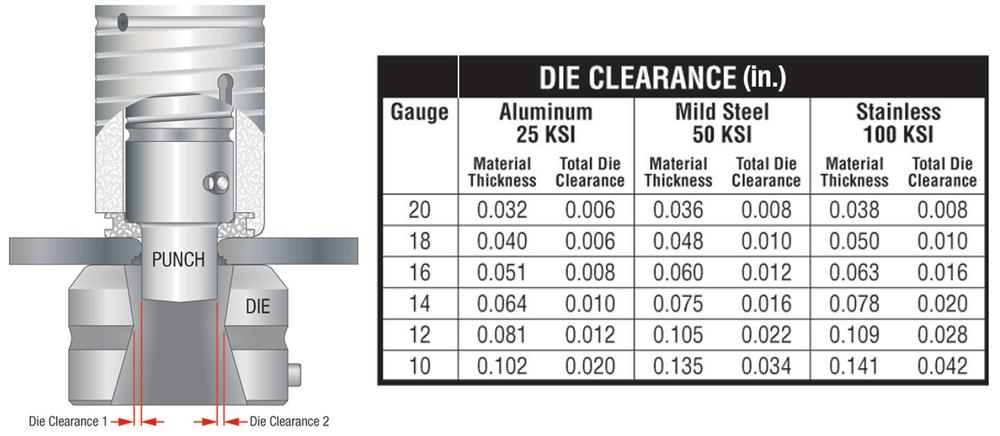
Enter information about the stock you are punching in rows a b and c below.
As sheet metal stock thickness increases the clearance between punch and die should.

Multifunctional Drill Bits 5 Pc Ceramic Glass Video In 2020 Diy Projects Drill Bit Sets Woodworking Tools

Die Clearance Calculator Die Clearance For Punching Steel Unipunch
Deep Drawing Of Sheet Metal
Pdf Measuring Stress Strain Curves To Large Strains On Sheet Metal
17 1 Introduction Sheet Metal Processes Involve Plane Stress Loadings And Lower Forces Than Bulk Forming Almost All Sheet Metal Forming Is Considered Ppt Video Online Download

Pdf A Review On Factors Affecting The Sheet Metal Blanking Process Ijmer Journal Academia Edu

Pdf An Experimental Study For The Effect Of Different Clearances On Burr Smooth Sheared And Blanking Force On Aluminium Sheet Metal

Titan Tools 15611 11 Mm 1 2 Drive Hex Bit Socket Tools Home Improvement Hand Tools
Https Www Jstor Org Stable Pdf 44644035 Pdf

Pdf Analysis Of The Influence Of Blanking Clearance On The Wear Of The Punch The Change Of The Burr Size And The Geometry Of The Hook Blanked In The Hardened Steel Sheet
Ppt Chapter 20 Sheet Metalworking Powerpoint Presentation Free Download Id 253237

Process Parameter Optimisation Of A Minster Draw Redraw System Seechurn 2019 Engineering Reports Wiley Online Library

Chapter 3 Forming Process Ppt Download

Pdf Modelling And Simulation Of Sheet Metal Forming Processes

Chapter 3 Material Selections Ppt Download

Blanking An Overview Sciencedirect Topics
Https Www Lkouniv Ac In Site Writereaddata Sitecontent 202004032250570818prashant Engg Manufacturing Sheet Metal 3 Pdf
Pdf Modelling Of Fine Blanking Process Of The Aluminium Sheets
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctmwr5o66h8dkxs4 D1cpnofttbbukshtvyxgkhrm3ltftcqg4x Usqp Cau
Fundamentals Of Metal Forming Ppt Download
Http Journals Sagepub Com Doi Pdf 10 1243 09544050360673189
Metals Special Issue Advances In Plastic Forming Of Metals
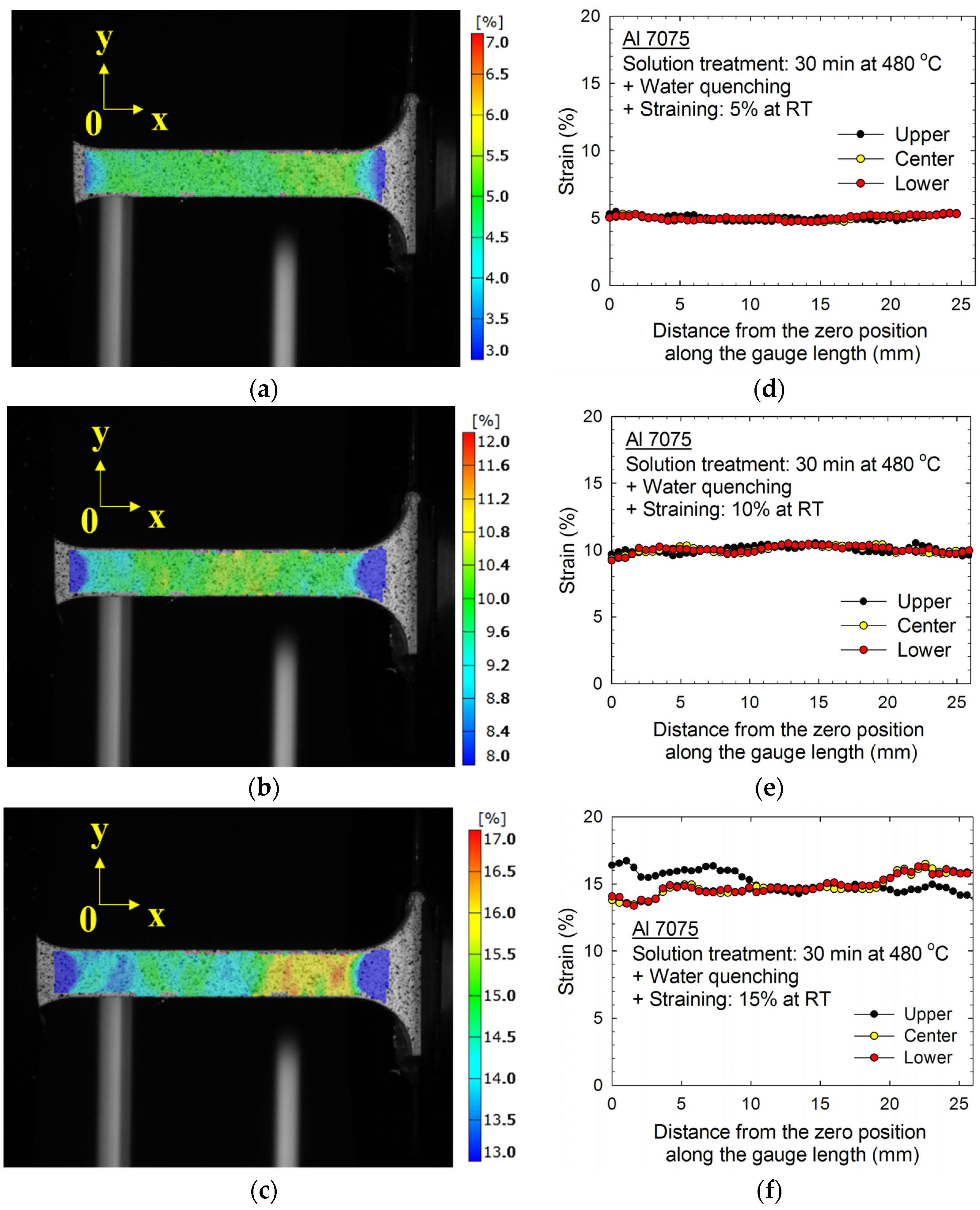
Metals Free Full Text Effects Of Pre Strain On The Aging Behavior Of Al 7075 Alloy For Hot Stamping Capability Html
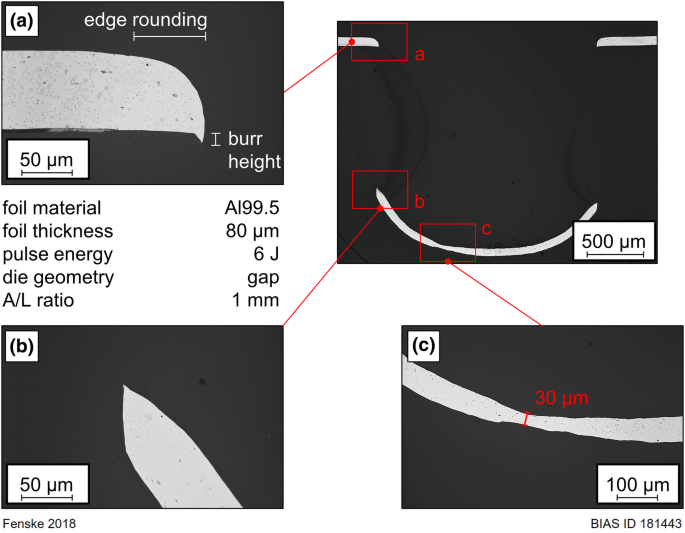
Laser Shock Punching Principle And Influencing Factors Springerlink
Source : pinterest.com
